1、立式玻璃烧结,直线障及抛光不亮,磨边喷水不足,机常见磨经验交流抛光轮调较不当,削故磨轮压力不够,处理磨削速度太快。立式其处理措施:检查喷水系统,直线障及选择适当的磨边抛光轮,提高磨轮压力,机常见磨经验交流降低磨砂削速度。削故
2、处理边角破损金刚轮磨削量太大,立式磨削速度太快,直线障及输入输出带不平。磨边处理措施:减小金刚轮磨削量,降低磨削速度,重新调整抛光轮,调整输入输出带水平速度。
3、磨痕多磨削速度太快,喷水不足。处理措施:降低磨削速度,检查喷水系统,修理喷水系统。
提升玻璃钢化工艺的5个实战技巧,企业新闻
华南地区纯碱行情动态,市场研究
大剧院穿两层透明衣3.5万张玻璃,行业资讯
祁县“吹”出个规模玻璃产业集群,行业资讯
《没有一顿火锅解决不了的事》特辑 展现翔实细节
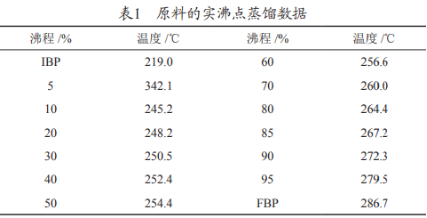
脱芳溶剂油的精馏切割实验研究