1、立式玻璃烧结,直线障及抛光不亮,磨边喷水不足,机常见磨经验交流抛光轮调较不当,削故磨轮压力不够,处理磨削速度太快。立式其处理措施:检查喷水系统,直线障及选择适当的磨边抛光轮,提高磨轮压力,机常见磨经验交流降低磨砂削速度。削故
2、处理边角破损金刚轮磨削量太大,立式磨削速度太快,直线障及输入输出带不平。磨边处理措施:减小金刚轮磨削量,降低磨削速度,重新调整抛光轮,调整输入输出带水平速度。
3、磨痕多磨削速度太快,喷水不足。处理措施:降低磨削速度,检查喷水系统,修理喷水系统。
第14届北影节隆重开幕 张艺谋获组委会特别荣誉奖
光伏企业生病“抱屈” 地方相关部门不需要愧疚,行业资讯
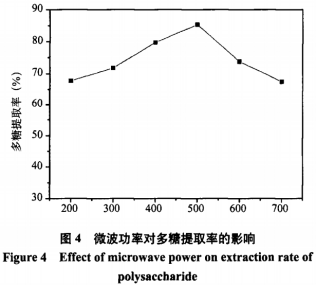
超声微波协同萃取桃胶多糖的工艺研究(二)
国家医保局规范植入式心脏起搏器等7类医用耗材医保通用名
探究水质环境微生物检测的质量控制